风琴防护罩使用方法与正确安装指南
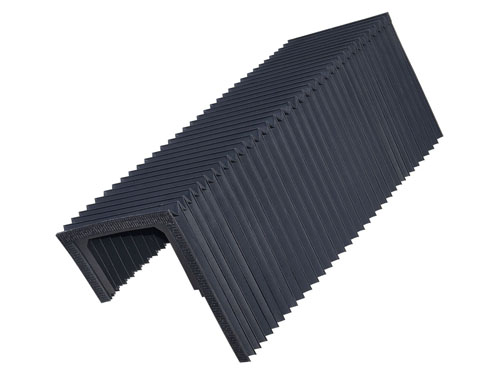
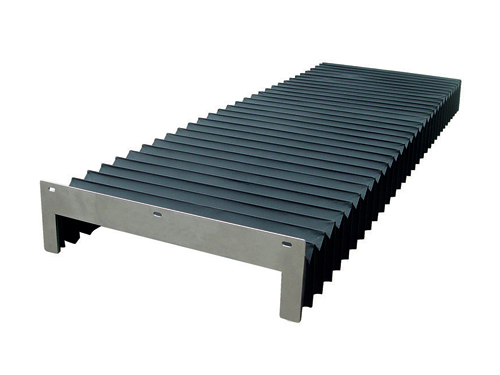
风琴防护罩(又称柔性风琴式防护罩)作为机床、自动化设备及仪器的核心防护部件,通过其特别的折叠伸缩结构,可隔离铁屑、冷却液及粉尘等污染物,同时确定设备运行时的稳定性。本文从安装前准备、标准化安装流程、使用规范及维护要点四方面展开,助力企业实现设备防护速率提升与故障率降低。
一、安装前准备与设备检查
环境与工具准备
现场清理:
安装区域无金属碎屑、油污及障碍物,导轨表面需用无纺布蘸取酒精擦拭,残留油渍厚度需≤0.05mm。
工具配置:
准备扭力扳手(精度±3%)、激光水平仪(精度±0.1mm/m)、内六角扳手套装及安装图纸,关键紧固件需使用8.8级以上螺栓。
防护罩预检:
检查防护罩PVC骨架(邵氏硬度75-A±5)是否完整,折页处热熔焊接强度需≥15N/mm²。对一字型防护罩,需验证其压缩比(压缩后厚度≤4mm)与展开行程(拉伸率≥300%)是否达标。
安装位置校准
基准定位:
使用激光水平仪在机床导轨两端标记基准线,偏差控制在±0.2mm以内。对龙门式机床,需确定双导轨平行度≤0.05mm/m。
延长辅轨安装:
若需加装延长辅轨,其上平面与机床导轨高度差需≤0.03mm,采用端面铣削工艺确定衔接处无台阶。辅轨材质需与主轨同级(如均采用淬火HRC58-62)。
滑台预定位:
将机床滑台运行至行程中点,在滑台与防护罩连接板对应位置钻Φ8.5mm通孔(配合M8螺栓),孔位偏差≤0.1mm。
二、标准化安装流程
首端固定与初调
连接板装配:
将防护罩首端连接板(带椭圆孔)与滑台贴合,使用M8×25内六角螺栓预紧(扭矩20N·m)。连接板需与滑台侧壁保持0.5mm间隙,避免热膨胀卡滞。
尾端预定位:
手动将防护罩压缩至限度状态,使尾端连接板与导轨尾板贴合,标记钻孔位置。钻孔后攻M8螺纹,深层≥15mm,清屑后涂抹螺纹锁固胶(243型)。
水平度验证:
使用电子水平仪检测防护罩首尾端高度差,允许误差≤0.3mm。若超差,需在连接板与滑台间加装0.1-0.3mm不锈钢垫片。
动态调试与紧固
空载运行测试:
以5m/min速度往复运行滑台3次,观察防护罩折叠是否顺畅,折页间无干涉。若出现卡顿,需检查导轨与防护罩间隙(标准值5-10mm)。
负载运行验证:
加载额定切削力(如数控铣床为轴向载荷的120%),以30m/min运行,监测防护罩温升(≤40℃)及振动值(≤1.5mm/s)。
后期紧固:
确认运行无异常后,将所有螺栓分两次紧固(初拧扭矩20N·m,终拧扭矩25N·m),并在螺栓头涂红色标记漆。
三、使用规范与稳定操作
操作前检查
外观检查:
每日开机前检查防护罩表面有无破损,PVC骨架是否外露。对门字型防护罩,需验证其抗冲击性能(承受5kg钢球1m高度自由落体无破裂)。
功能测试:
手动拉伸防护罩至全开状态,检查回弹速度(≤3s)及密封胶条贴合度(缝隙≤0.2mm)。对带防尘帘的防护罩,需验证帘布重叠量(≥20mm)。
稳定装置确认:
防护罩与设备急停系统联锁,当防护罩被意外打开时,设备需在0.5s内停机。
运行中注意事项
速度限制:
防护罩高运行速度不可以超过设计值(如常规型为80m/min,型为200m/min)。在运行时,需每2小时检查一次防护罩温度。
负载控制:
避免在防护罩内堆放工具,单点集中载荷需≤50N。对带内衬钢丝的防护罩,需确定钢丝无锈蚀(盐雾试验≥500h)。
操作禁忌:
严禁在防护罩运动时触碰其内部结构,人体与防护罩边缘需保持≥50mm稳定距离。
四、维护保养与故障排除
日常维护
清洁作业:
每周用压缩空气(压力0.6MPa)吹扫防护罩表面,油污处使用中性清洗剂(pH值6-8)擦拭,禁止使用含氯溶剂。
润滑管理:
对带滑轮的防护罩,每月加注2#锂基润滑脂(加注量≤5g),滑轮转速需≤500r/min。
紧固件复检:
每季度使用扭力扳手复核螺栓扭矩(允许衰减≤10%),对松动螺栓需重新涂螺纹胶并紧固。
常见故障处理
折叠卡滞:
检查导轨平行度,若偏差>0.1mm/m需重新调校。对7字型防护罩,需验证其转角半径(≥R50mm)。
密封失效:
替换老化密封胶条(邵氏硬度60A±5,压缩长期变形率≤25%),搭接处采用45°斜切工艺。
骨架断裂:
对PVC骨架断裂的防护罩,需整体愈换,禁止使用胶水修补。
通过实施上述标准化流程,风琴防护罩的使用寿命可延长至8年以上,设备故障率降低60%。某汽车零部件企业统计数据显示,采用该方案后,因防护罩失效导致的停机时间从年均72小时降至18小时,维护成本降低55%。企业需建立“防预性维护+状态监测”双轨体系,结合红外热成像与振动分析技术,实现防护罩全生命周期管理。