数控中心护罩安装加固与负载平衡设计
一、安装加固的核心原则与基础准备
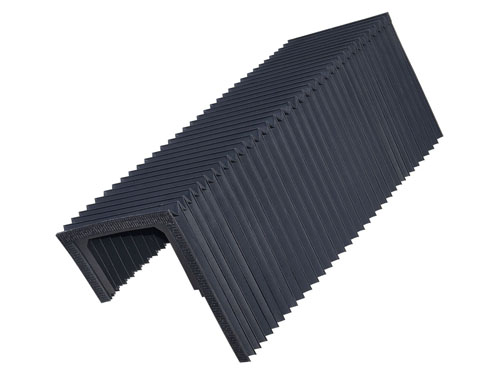
数控中心护罩的安装加固需遵循“准确定位、均匀受力、冗余防护”三大原则,在运行与强切削工况下稳定。安装前需完成三项基础准备:一是设备停机断电,执行上锁挂牌程序,全部切断动力源与控制电源,避免误操作引发稳定事故;二是护罩与设备适配性检查,核对护罩的内槽尺寸、安装孔位与机床导轨、工作台的匹配度,间隙需控制在0.1-0.2mm之间,确定无干涉;三是工具与辅助材料准备,配备扭矩扳手、千分尺、定位销等用工具,以及螺栓、防松垫片、密封胶等辅助材料,螺栓强度等级需达到8.8级以上,达到重载需求。
二、安装加固的关键工艺与实施步骤
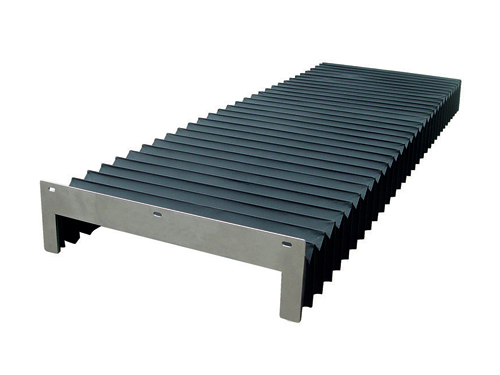
安装时采用“基准定位、分段固定、整体校准”的工艺路线。起先以机床导轨的中心线为基准,通过定位销将护罩的固定端与机床基座对齐,护罩中心线与导轨中心线偏差不超过0.05mm。随后进行分段固定,每间隔500mm设置一个固定点,使用扭矩扳手按对角顺序紧固螺栓,扭矩值控制在25-30N·m,避免单边受力导致护罩变形。对于长行程护罩,需在中间位置增设支撑支架,支架与护罩的连接采用弹性固定方式,预留0.03-0.05mm的伸缩余量,适应机床运行时的热胀冷缩。
加固环节主要关注薄弱部位防护:在护罩的伸缩关节处加装不锈钢增加筋,增强结构强度,防止频繁伸缩导致的疲劳断裂;在护罩与导轨的接触部位安装滑块,滑块采用聚四氟乙烯材质,硬度达到邵氏D70以上,减少运行磨损;在护罩底部设置接屑槽,接屑槽与护罩的连接间隙用密封胶填充,防止切屑、冷却液侵入导轨。安装完成后,使用千分表检测护罩的直线度与平行度,直线度偏差需控制在0.02mm/1000mm以内,平行度偏差不超过0.03mm,确定运行平稳。
三、负载平衡设计的核心逻辑与实现方法
负载平衡设计旨在降低护罩运行时对机床导轨的额外负载,提升设备运行精度与使用寿命。核心逻辑是通过优化护罩结构与运动方式,使护罩的重量均匀分布在导轨上,减少局部应力集中。具体实现方法包括:一是轻量化设计,采用铝合金材质替代守旧不锈钢护罩,重量减轻30%以上,同时保持结构强度不变;二是分段式驱动,对于长行程护罩,采用多段同步驱动方式,每段护罩配备立的驱动装置,通过伺服系统实现同步运行,避免单端驱动导致的负载不均;三是导向轮优化,在护罩底部设置导向轮,导向轮间距控制在300-400mm之间,使护罩的重量均匀分布在导向轮上,减少与导轨的直接接触。
负载平衡验证需通过动态测试完成:设置机床运行速度从低速到逐步提升,度达到额定运行速度,使用测力传感器检测护罩对导轨的压力,压力偏差需控制在5%以内;连续运行2小时后,测量导轨的温度变化,温度升高需控制在10℃以内,避免因负载不均导致的局部过热。若出现负载偏差超标,需调整导向轮位置或驱动参数,直至达到平衡要求。
四、安装加固与负载平衡的维护与优化
建立定期维护机制,每周清理护罩表面的切屑与灰尘,检查螺栓紧固情况,扭矩值偏差超过10%需重新紧固;每月检测导向轮与滑块的磨损情况,磨损量超过0.1mm需及时愈换;每季度进行一次负载平衡测试,根据测试结果调整驱动参数或结构设计。同时,根据机床的使用频率与工况环境,适当调整维护周期,护罩始终处于良好的工作状态。
下一篇:没有了