L型盔甲防护罩从冷轧钢板成型到表面硬化处理的质量管控
一、冷轧钢板成型阶段质量管控
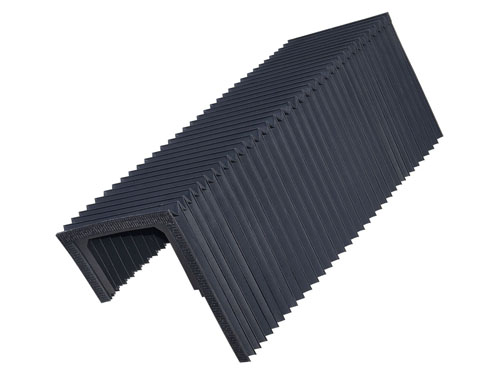
L型盔甲防护罩的成型精度直接决定其防护性能与适配性,需从原料、成型工艺、尺寸校准三方面严格管控。原料环节需选用符合GB/T11253标准的冷轧钢板,厚度偏差控制在±0.05mm以内,表面无麻点、划痕、锈蚀等缺陷,进厂时需进行光谱检测,碳、锰等元素含量达标,避免因材质问题导致成型开裂。
成型工艺采用数控折弯机分段加工,先将钢板切割成预设尺寸,再通过用模具进行L型折弯,折弯角度误差控制在±0.5°以内,折弯半径需与设计值一致,避免应力集中导致后期变形。每完成10件产品,需抽取1件进行尺寸检测,使用三坐标测量仪测量L型内外夹角、边长、对角线长度等关键参数,确定偏差不超过±0.1mm。对于批量生产的产品,需定期校准折弯机模具,防止模具磨损导致尺寸偏差累积。成型后的盔甲片需进行去毛刺处理,使用砂轮机打磨边缘,无尖锐棱角,避免安装时划伤设备或操作人员。
二、表面预处理质量管控
表面预处理是提升硬化处理效果的关键,需依次完成除油、除锈、磷化三道工序。除油采用碱性清洗液浸泡,温度控制在50-60℃,浸泡时间15-20分钟,确定钢板表面油污全部清理,清洗后用清水冲洗干净,避免残留碱性物质影响后续处理。除锈采用机械喷砂工艺,选用80-120目石英砂,喷砂压力控制在0.4-0.6MPa,喷砂距离保持在15-20cm,钢板表面氧化皮、锈蚀全部去掉,露出均匀的金属本色,粗糙度达到Ra2.5-5.0μm,增强涂层附着力。
磷化处理采用锌系磷化液,温度控制在40-50℃,浸泡时间10-15分钟,磷化膜厚度控制在1-3μm,膜层均匀致密,无泛黄、脱落现象。磷化后需用清水冲洗,再进行烘干处理,烘干温度控制在80-100℃,时间20-30分钟,确定钢板表面全部干燥,避免残留水分影响硬化处理质量。预处理过程中需每2小时检测一次清洗液、磷化液的浓度、pH值等参数,及时调整补充剂,处理效果稳定。
三、表面硬化处理质量管控
表面硬化处理采用热喷锌+环氧富锌底漆工艺,提升防护罩的、蚀性能。热喷锌阶段采用电弧喷涂设备,锌丝度≥.9%,喷涂电压控制在20-30V,电流控制在100-150A,喷涂距离保持在15-20cm,喷锌层厚度控制在80-120μm,涂层均匀致密,无漏喷、流挂现象。喷涂完成后需进行外观检查,确定表面无气泡、裂纹等缺陷,同时用磁性测厚仪检测涂层厚度,每平方米检测不少于5个点,厚度偏差不超过±10μm。
环氧富锌底漆喷涂需在喷锌层干燥24小时后进行,底漆锌粉含量≥80%,喷涂厚度控制在40-60μm,喷涂时需采用交叉喷涂法,涂层均匀覆盖。底漆干燥后需进行附着力测试,采用划格法测试,附着力等级达到1等级以上,避免涂层脱落。硬化处理完成后,需进行盐雾试验,将防护罩放入盐雾试验箱,浓度5%的氯化钠溶液,温度35℃,连续喷雾48小时,表面无锈蚀、起泡现象,确定不易腐蚀性能达标。
四、成品检验与包装管控
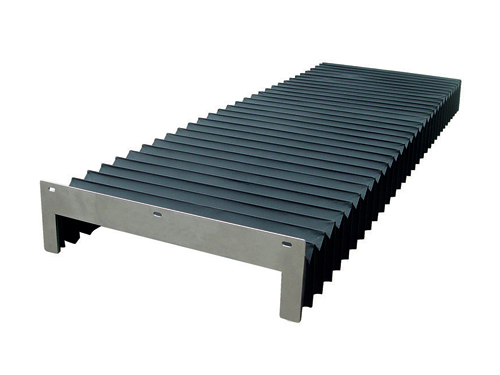
成品检验需进行尺寸复检、外观检查、性能测试三项内容。尺寸复检采用游标卡尺、角度尺测量关键参数,与设计值一致;外观检查需确定表面涂层均匀,无划痕、磕碰、流挂等缺陷;性能测试需模拟设备运行环境,进行1000次伸缩测试,盔甲片开合顺畅,无卡顿、异响,涂层无脱落、开裂现象。
包装采用气泡膜包裹,外层用纸箱封装,纸箱需标注产品型号、尺寸、数量等信息,避免运输过程中磕碰损坏。同时建立质量追溯档案,记录原料批次、成型参数、处理工艺、检验结果等信息,便于后续质量问题排查与改进。
以上文稿从冷轧钢板成型、表面预处理、表面硬化处理到成品检验,系统阐述了L型盔甲防护罩全流程质量管控要点,结合具体参数与检测标准,确定产品质量稳定。若您需要调整管控环节的侧主要或补充细节,可随时告知。
下一篇:没有了