单面盔甲防护罩生产工艺解析与防护选型指南
一、单面盔甲防护罩生产工艺解析
(一)材质裁切与预处理
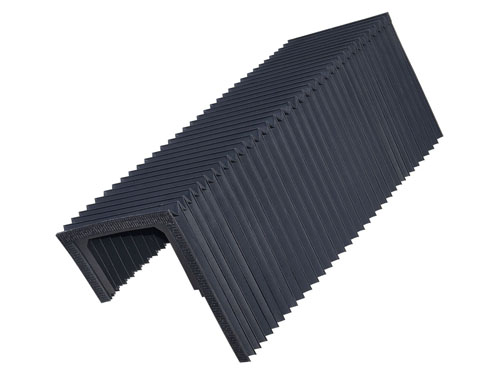
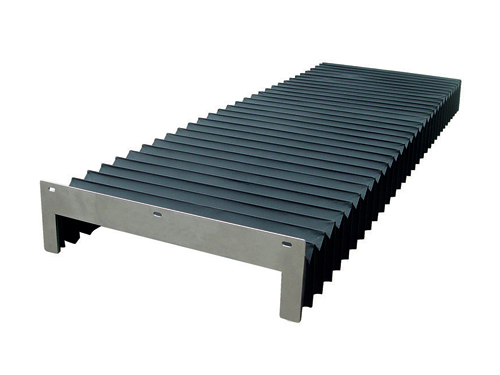
单面盔甲防护罩的核心结构由外层金属盔甲片与内层柔性罩体组成。外层盔甲片通常选用304不锈钢或铝合金材质,根据设计尺寸通过数控激光切割机准确裁切,裁切误差控制在±0.1mm以内,盔甲片拼接紧密。裁切完成后,对盔甲片边缘进行去毛刺处理,使用砂轮机打磨至光滑无棱角,避免安装时划伤内层罩体或设备。内层柔性罩体选用尼龙布、三防布等材料,裁切时需预留伸缩余量,一般为设计拉伸长度的15%,确定防护罩伸缩顺畅。
预处理阶段,金属盔甲片需进行表面脱脂、除锈处理,采用碱性清洗液浸泡15-20分钟,去掉表面油污,再通过机械喷砂工艺清理氧化皮,粗糙度达到Ra2.5-5.0μm,增强涂层附着力。柔性罩体则需进行预拉伸定型,在80-100℃环境下拉伸至设计长度并保持2小时,减少后期使用中的收缩变形。
(二)复合结构成型
将预处理后的金属盔甲片与柔性罩体进行复合成型。起先在柔性罩体表面均匀涂抹高温胶粘剂,胶粘剂厚度控制在0.1-0.2mm,确定粘接。然后将金属盔甲片按设计间距依次粘贴在柔性罩体表面,粘贴时需确定盔甲片排列整齐,间距偏差不超过±0.5mm。粘贴完成后,放入恒温固化箱,在60-80℃环境下固化24小时,使胶粘剂充足固化,增强复合结构的稳定性。
对于需要摆动功能的单面盔甲防护罩,需在盔甲片连接处安装转动轴,转动轴采用不锈钢材质,通过冲压工艺成型,与盔甲片的配合间隙控制在0.02-0.05mm,摆动灵活,压缩状态下可向外转动90°,适应不同设备工况。
(三)表面处理与成品检验
表面处理阶段,金属盔甲片采用静电喷涂工艺,喷涂经得起高温防腐涂层,涂层厚度控制在40-60μm,确定在高温、腐蚀环境下长期稳定使用。喷涂完成后,进行高温固化,在180-200℃环境下固化30分钟,增强涂层硬度与附着力。
成品检验需进行尺寸检测、伸缩性能测试、不怕高温测试三项内容。尺寸检测采用三坐标测量仪测量关键参数,与设计值一致;伸缩性能测试需模拟设备运行环境,进行1000次伸缩测试,确定开合顺畅,无卡顿、异响;高温测试需将防护罩置于900℃高温碎屑环境中,保持30分钟,检查复合结构是否损坏,防护性能是否达标。
二、单面盔甲防护罩防护选型指南
(一)根据设备工况选型
针对高温工况,如激光切割、焊接设备,需选用内层为材料、外层为不锈钢盔甲片的防护罩,可承受900℃高温碎屑侵袭;针对腐蚀工况,如化工、电镀设备,需选用表面喷涂防腐涂层的铝合金盔甲片防护罩,增强蚀性能;针对运动设备,如数控机床、机器人,需选用轻量化铝合金盔甲片防护罩,减少运动负载,运行稳定性。
(二)根据防护需求选型
若需兼顾抗冲击与基础防护,可选择外层304不锈钢盔甲片+内层尼龙布的复合结构;若需防护,内层需选用三防布等材料;若需适应狭小空间,可选择摆动式单面盔甲防护罩,压缩状态下盔甲片向外转动90°,减少占用空间。
(三)根据安装环境选型
室内干燥环境可选用普通涂层的防护罩;室外潮湿、多尘环境需选用不怕水、防尘涂层的防护罩,增强防护性能;对于有防爆要求的环境,需选用防止静电材质的防护罩,避免静电引发稳定事故。
以上文稿从生产工艺与防护选型两个维度,系统解析了单面盔甲防护罩的核心技术要点,结合具体参数与工况需求,为生产制造与选型应用提供了全部参考。若您需要调整工艺细节或选型场景,可随时告知。
下一篇:没有了