屋脊式盔甲防护罩安装实操与调整的标准化流程
一、安装前准备工作
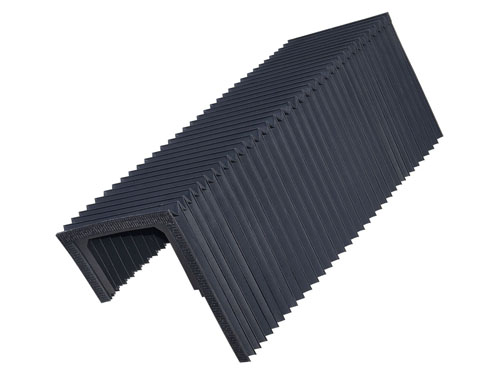
安装前需完成三项核心准备:一是工具与材料筹备,准备内六角扳手、游标卡尺、丝锥、抛光砂纸等工具,以及匹配规格的螺栓、螺母、防松垫片,同时备好用于表面处理的防锈剂;二是设备状态确认,确定机床处于断电停机状态,对导轨、工作台等安装部位进行清洁,清理铁屑、油污等杂物,检查导轨表面有无磨损、变形,若存在毛刺或凸起,需用抛光砂纸打磨平整;三是防护罩预检查,核对防护罩节数与设计要求是否一致,拉伸与压缩比例需控制在3:1至5:1之间,每个单节长度尽可能统一,减少安装后运行阻力,同时检查盔甲片、内层柔性罩体有无破损、褶皱,防护罩本身质量达标。
二、安装实操标准化流程
(一)初步对位与标记
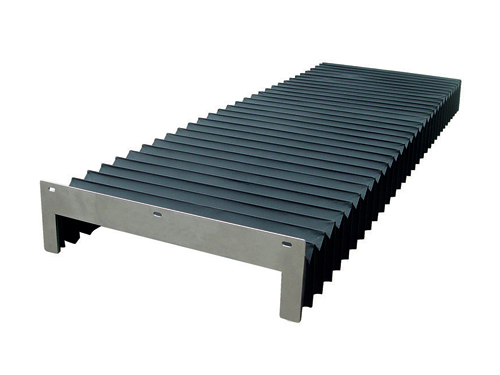
将屋脊式盔甲防护罩放置在机床导轨上方,沿导轨全长进行目测比对,调整防护罩位置,使其屋脊中心线与机床导轨中心线偏差不超过0.5mm。观察防护罩尾板小节与大节(连接工作台节)的翻边部位,根据工作台与副导轨板的安装孔位,在防护罩对应位置标记椭圆孔钻孔点,椭圆孔长轴需与机床运动方向一致,确定运行时螺栓有活动余量。
(二)钻孔与套扣处理
按照标记点,在防护罩尾板小节与大节的翻边部位钻椭圆孔,孔径比螺栓直径大1mm,避免运行时螺栓与孔壁摩擦。将防护罩与工作台、副导轨板再次对位,在工作台和副导轨板对应位置标记钻孔点,使用钻头钻孔后,用丝锥进行套扣处理,螺纹深层与螺栓长度匹配,套扣完成后清理孔内金属碎屑,避免影响螺栓安装。
(三)螺栓预安装与试运行
将螺栓穿过防护罩椭圆孔,与工作台、副导轨板的螺纹孔连接,此时只需轻轻拧紧螺栓,不进行全部紧固。完成预安装后,启动机床,以低速模式让工作台沿导轨全程往复运动3-5次,观察防护罩运行状态:检查屋脊部位是否与机床其他部件干涉,盔甲片伸缩是否顺畅,有无卡顿、异响,内层柔性罩体是否出现褶皱堆积。
(四)后期紧固与细节处理
试运行确认无异常后,停机断电,依次全部紧固所有螺栓,紧固时采用对角交叉法,确定受力均匀,螺栓扭矩控制在15-20N·m之间。检查防护罩与导轨的间隙,单侧间隙保持在0.1-0.2mm之间,若间隙过大,可通过调整螺栓位置进行微调。对防护罩表面进行清洁,在金属盔甲片连接处涂抹少量防锈剂,防止锈蚀影响运行灵活性。
三、安装后调整与验收
(一)运行参数调整
根据机床运行速度调整防护罩张紧度:若机床运行速度≤100m/min,保持防护罩自然张紧状态;若速度>100m/min,需适当收紧防护罩内部钢带,减少运行时的晃动。检查盔甲片的咬合状态,相邻盔甲片重叠量需保持在5-8mm之间,若重叠量不足,可通过调整尾板位置进行修正,防护连续性。
(二)稳定装置适配
根据机床配置安装对应稳定装置:若机床存在旋转部件,在防护罩与旋转部件相邻处加装防护挡板;对于动作顺序有严格要求的机床,安装联锁装置,确定防护罩未全部到位时机床无法启动;在防护罩显眼位置粘贴警告标志,提醒操作人员注意防护。
(三)验收标准确认
验收需涵盖三项核心指标:一是运行稳定性,机床全程往复运行10次,防护罩无卡顿、异响,盔甲片无错位;二是防护密封性,通过喷粉试验检查,铁屑、粉尘无法渗入导轨部位;三是尺寸精度,防护罩屋脊中心线与导轨中心线偏差≤0.5mm,伸缩过程中位置偏移≤1mm,全部指标达标后方可完成验收。
下一篇:没有了