根据机床行程与切削强度挑选三面盔甲防护罩
一、选型核心依据:机床行程与切削强度匹配逻辑
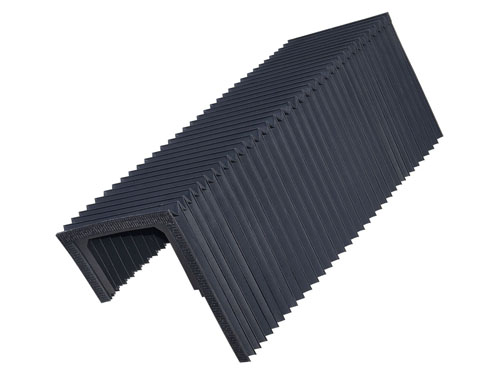
三面盔甲防护罩的选型需以机床行程和切削强度为核心依据,两者直接决定防护罩的结构强度、伸缩性能与防护等级。机床行程决定防护罩的拉伸长度与压缩比,切削强度则影响防护罩的材质厚度、抗冲击能力与经得起高温性能。选型时需先明确机床的大行程、切削功率、加工材料等关键参数,再结合工况需求匹配对应规格的防护罩。
二、基于机床行程的防护罩规格选型
(一)短行程机床(≤500mm)
短行程机床的防护罩拉伸长度通常在500mm以内,压缩比要求较不错,需选用紧凑式结构的三面盔甲防护罩。此类防护罩的盔甲片厚度可选择0.8-1.0mm的304不锈钢材质,内层柔性罩体选用尼龙布,褶皱深层控制在15-20mm,确定压缩后占用空间小,伸缩灵活。短行程机床的运行速度一般较低,防护罩的导轨适配性需主要关注,需选用与机床导轨间隙≤0.1mm的导向轮,避免运行时出现卡顿、异响。
(二)中长行程机床(500-2000mm)
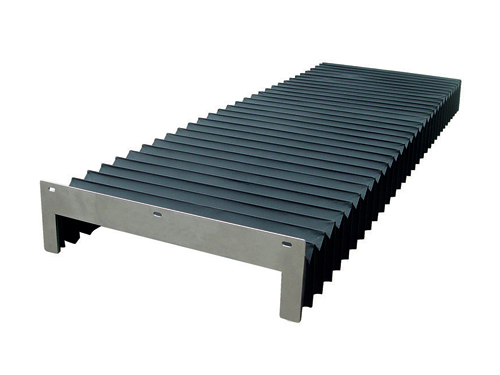
中长行程机床的防护罩拉伸长度范围为500-2000mm,需兼顾伸缩稳定性与结构强度。盔甲片厚度建议选择1.0-1.2mm的铝合金或不锈钢材质,铝合金材质重量轻,可减少机床运动负载,适合运行的中长行程机床;不锈钢材质抗冲击性强,适合切削强度大的工况。内层柔性罩体可选用三防布或布,褶皱控制在20-25mm,增强伸缩过程中的缓冲能力。同时,需在防护罩内部加装联动拉杆,各节段同步伸缩,避免错位、变形。
(三)长行程机床(>2000mm)
长行程机床的防护罩拉伸长度超过2000mm,对结构稳定性要求高。需选用厚度1.2-1.5mm的不锈钢盔甲片,内层柔性罩体选用不怕高温布或橡胶复合布,增强整体结构强度与高温性能。防护罩需采用分段式设计,每段长度控制在500mm以内,通过中间连接支架固定,减少长距离伸缩时的下垂变形。同时,需配备用的导向装置,如导轨滑块或滚轮组,确定防护罩沿机床导轨平稳运行,运行速度可达200m/min,达到加工需求。
三、基于切削强度的防护罩材质与结构选型
(一)低切削强度工况
低切削强度工况如精加工、软材料加工,切削产生的铁屑温度低、冲击力小,可选用基础款三面盔甲防护罩。盔甲片选用0.8-1.0mm的铝合金材质,内层柔性罩体选用尼龙布,具备基本的防尘、防冷却液渗透功能即可。此类防护罩成本较低,重量轻,适合对运行负载要求较不错的精密机床。
(二)中切削强度工况
中切削强度工况如半精加工、普通金属材料加工,切削产生的铁屑温度可达300-600℃,冲击力中等,需选用增强款三面盔甲防护罩。盔甲片选用1.0-1.2mm的304不锈钢材质,内层柔性罩体选用三防布或布,具备经得起高温、抗冲击、防冷却液渗透功能。防护罩的接缝公差需控制在0.05mm以内,阻挡微米级粉尘和冷却液渗入,保护机床导轨不受磨损。
(三)高切削强度工况
高切削强度工况如粗加工、金属材料加工,切削产生的铁屑温度可达900℃以上,冲击力大,需选用重型款三面盔甲防护罩。盔甲片厚度需增加至1.2-1.5mm的不锈钢材质,部分工况可增厚至2mm,增强抗冲击能力,单层盔甲片可承受50J冲击能量而不发生塑性变形。内层柔性罩体选用不怕高温布,可长期不怕受900℃高温,抵御炽热碎片冲击。同时,可在盔甲片表面增加聚四氟乙烯涂层,提升不易腐蚀性,在酸性切削液环境中使用寿命延长3倍。
四、选型验证与调整
选型完成后,需进行现场适配测试,模拟机床运行与切削工况,检查防护罩的伸缩性能、防护效果与适配性。若出现卡顿、异响或防护失效等问题,需及时调整防护罩的材质厚度、结构设计或导向装置,与机床行程和切削强度全部匹配。同时,建立定期维护机制,每月清理防护罩表面的铁屑、灰尘,每季度检查盔甲片与柔性罩体的连接情况,及时替换磨损部件,延长防护罩使用寿命。
下一篇:没有了